ISTAMED Medical Equipment Co.
Istamed was established in 1993 as a medical equipment supplier, dedicated to meeting the demands of the healthcare sector with a strong commitment to high-quality production. Prioritizing patient care and societal well-being remains our foremost objective in the healthcare industry. We are a leading supplier of blood bags in the region and have partnered with some of the most advanced blood bag production companies globally. Our production plant integrates cutting-edge technology thanks to a partnership with a well-known European company, guaranteeing adherence to all international standards. This establishes us as a major exporter in the industry in the Middle East and West Asia.
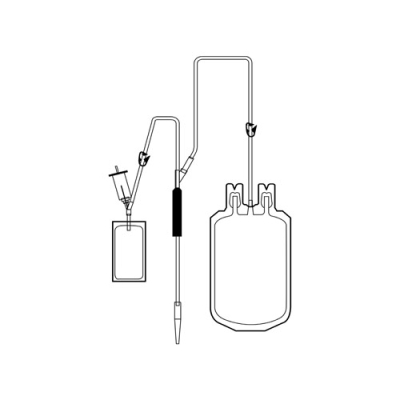
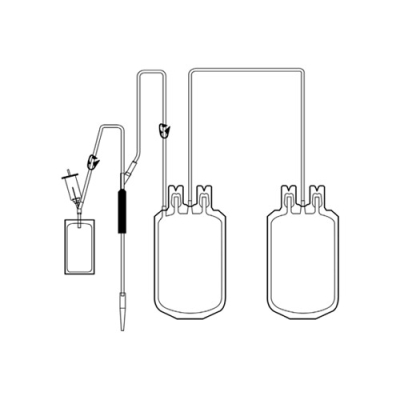
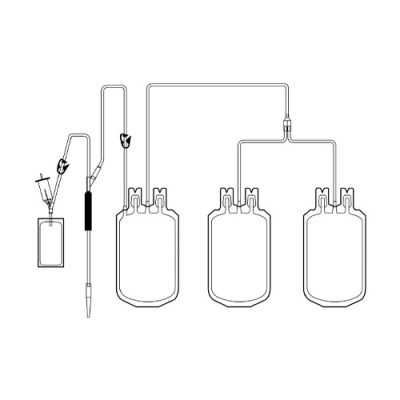
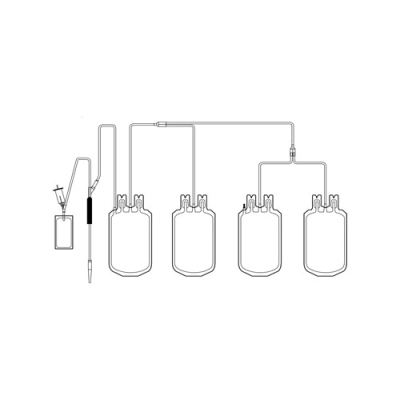
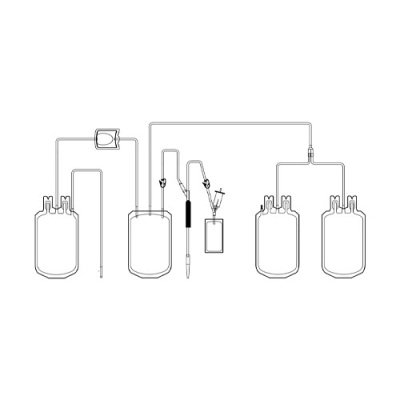
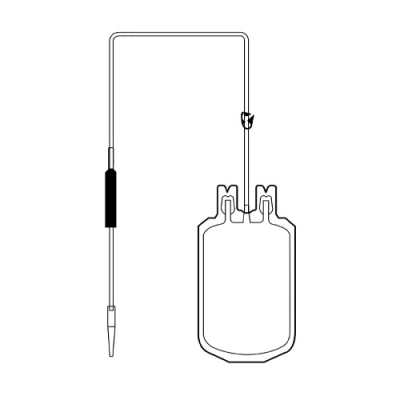
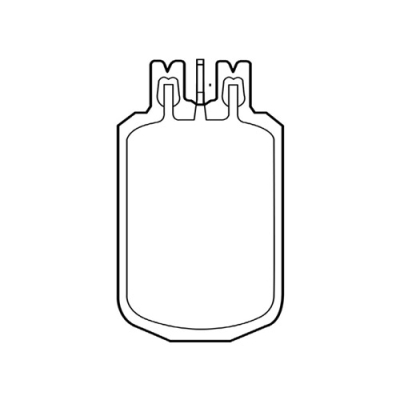
Our factory, built with a capital investment of 10 million Euros, utilizes advanced technology. All production equipment, machinery, and the clean room are sourced from Europe, America, and Japan. The company's product line features various blood bags, both simple and filtered, containing anticoagulant solutions like CPD, CPDA1, and SAGM preservative. Additionally, we provide umbilical cord blood bags, a 4% sodium citrate solution for plasmapheresis, and ACDA solution.
Our facilities are proudly certified with GMP and ISO13485, and our products are recognized with the CE mark. At Istamed, we are committed to addressing regional market demands by continually improving our infrastructure and product range. Additionally, in line with our compliance with international standards, we are actively working to expand our product exports to countries in the region and Africa.
More about Istamed...

An original team of creators

+0
Export destinations
+0
Average age of managers
+0
No. of active people in the company

+0M
Production capacity per year
Blog Posts
Blog Posts




Quality
Quality
The quality of our blood bag products is our top priority in all stages of production. By following strict standards and using high-quality raw materials, we produce bags that have high safety and efficiency. The key features of our company in the production of blood bags include strict quality control, comprehensive laboratories and attention to detail.
Our commitment to quality has not only satisfied our customers, but also maintained our reputation as a reliable manufacturer in the industry.

Technology
Technology
Our blood bag products are manufactured using modern and advanced technologies that allow us to maximize the quality and efficiency of the products. We use modern methods in production such as: quality raw materials, sustainable production processes and innovative technologies, which not only help to increase the quality and useful life of our blood bags, but also reduce production costs and delivery time.

Environment
Environment
Our blood bag products are manufactured with an emphasis on sustainable manufacturing. We use manufacturing methods and technologies that cause minimal damage to the environment and help conserve natural resources. This approach not only helps to reduce waste and energy consumption, but also wins the trust of customers as a social responsibility. We are committed to continuous improvement in production processes and reducing its negative effects on the environment.

Global Standards
Global Standards
Our blood bag products are produced in compliance with global standards such as European CE and GMP. These standards assure us that all stages from production to packaging are under strict quality control and necessary supervision.
Adherence to these standards ensures that our products are safe, quality and reliable, giving hospitals and healthcare facilities the confidence to use our products in their critical processes.
Web Design by: RamandServer